Импульсно-дуговая сварка

Аппарат импульсно-дуговой сварки ИДС-1
Контроль за переносом капель металла осуществляется при наложении на базовый ток импульсов частотой 30 - Герц, что делает возможным расширить диапазон струйного переноса металла при более низких значениях сварочного тока. Процесс обеспечивает устойчивое горение дуги и отсутствие разбрызгивания, в отличие от сварки короткой дугой. Использование импульсов преследует две цели: обеспечение плавления присадочной проволоки и, затем, создание и отрыв только одной расплавленной капельки для каждого импульса. Это означает, что при возрастании скорости подачи проволоки частота импульса должна также увеличиться. Этим обеспечивается поддержание постоянным объема капельки в течение всего процесса. Низкий ток паузы поддерживает горение дуги между импульсами.












В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом. Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом.
- Главное меню
- Главная Оборудование Обработка проводов и монтаж соединений. ORION с - устройство для импульсно-дуговой сварки.
- Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке "длинной дугой" возможны две разновидности переноса:.
- Не путать с Импульсной контактной сваркой. Этот вид сварки был изобретён инженером Эрлом Рагсдейлом в компании Budd Company в году для сварки нержавеющей стали.












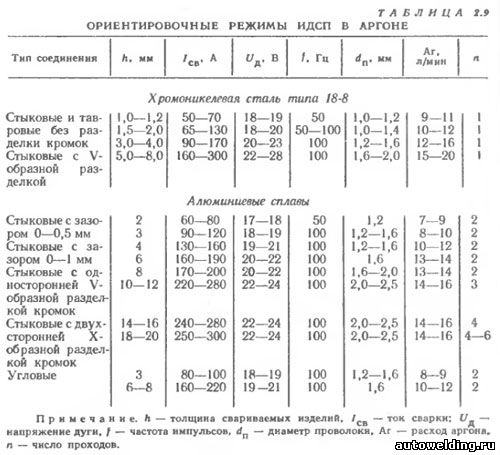
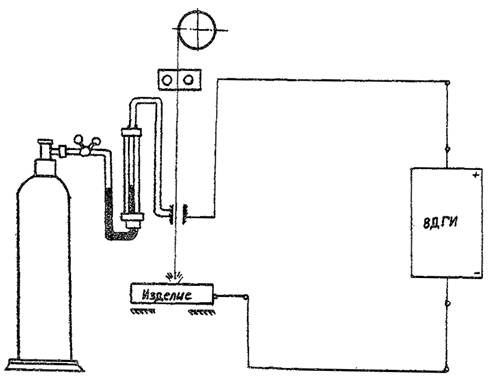
Сварка производиться электродной проволокой диаметром мм, током от 30 до А. Ток в дугу периодическими импульсами частотой 50 и Гц, для чего используются специальные устройства — генераторы импульсов тока ,включаемые совместно с основным источником питания дуги постоянным током. Данный способ особенно пригоден для сварки тонкого металла, в том числе алюминия, титана, нержавеющих сталей и других, в защитной среде аргона.